Was bedeutet das alles nun für den Lötenden?
1. Er muß das richtige Werkzeug verwenden.
 Früher, in der Steinzeit, also vor etwa 50 Jahren, hatte man für jede Lötarbeit den passenden
Kolben; für feine Arbeiten einen kleinen mit 15 bis 30 Watt Leistung, für gröbere einen großen
mit 80 bis 500 Watt. Vom hammerförmigen Aussehen dieser Kolben kommt auch die Bezeichnung 'Brataxt', s. Bild
rechts. Für ganz große Sachen (z.B. Kupferrohre für Wasserleitungen, Dachrinnen) wurde mit der
Lötlampe (einer Art mobiler Bunsenbrenner) zu Werke gegangen.
Früher, in der Steinzeit, also vor etwa 50 Jahren, hatte man für jede Lötarbeit den passenden
Kolben; für feine Arbeiten einen kleinen mit 15 bis 30 Watt Leistung, für gröbere einen großen
mit 80 bis 500 Watt. Vom hammerförmigen Aussehen dieser Kolben kommt auch die Bezeichnung 'Brataxt', s. Bild
rechts. Für ganz große Sachen (z.B. Kupferrohre für Wasserleitungen, Dachrinnen) wurde mit der
Lötlampe (einer Art mobiler Bunsenbrenner) zu Werke gegangen.Heutzutage, im Zeitalter der Regelbarkeit von Lötkolben, gibt es auch Allerweltstypen, klein in den Abmessungen wie ein Feinlötkolben, groß in der Leistung wie ein dicker. Diese Typen haben eine Leistung von ca. 50 Watt und ersetzen die herkömmlichen Leistungen von ca. 10 bis 80 Watt. Und - sie haben auswechselbare Lötspitzen, die je nach Verwendungszweck eingesetzt werden können. Leider sind diese Geräte relativ teuer, haben dafür aber eine fast unbegrenzte Lebensdauer. Aber: s. dazu weiter unten unter "Reinigung".
2. Die Lötstelle muß heiß sein.
Damit das Lot mit der Oberfläche eine Legierung bilden kann, muß es flüssig sein. Eine zu kalte Oberfläche läßt aber das Lot (in einer dünnen Haut) erstarren, und es kann keine Legierung bilden. Die Oberfläche muß also unbedingt auf Löttemperatur gebracht werden. Dazu benötigt man Wärme und Zeit. Aber: je kürzer diese Zeit ist, um so besser wird die Lötung! Das hängt mit dem Flußmittel zusammen. Mit einem zu kleinen, d.h. zu schwachen Lötkolben (oder mit einem ausreichend starken, aber mit zu dünner Spitze!!, was auf dasselbe herausläuft) dauert das Erwärmen viel zu lange; das Flußmittel verraucht, der Luftsauerstoff gelangt somit wieder an die Lötstelle (was ja verhindert werden soll). Weiterhin kriecht die Wärme an der Lötstelle in die Umgebung. Diese wird damit unnötig erwärmt.
 Ansonsten entsteht die berüchtigte 'Kalte Lötstelle', die zwar zunächst mechanisch in Ordnung zu sein
scheint, aber mit der Zeit instabil wird. Der Lot-Tropfen (dem man es irgendwie ansieht, daß er seine
Umgebung nicht benetzen konnte / wollte) kann abfallen oder hat zumindest keinen elektrischen Kontakt mehr zu
'seiner' Oberfläche. Im Bild rechts sehen Sie solche Ergebnisse. Das Zinn ist grau, also während des
Lötens schon wieder oxidiert, und hat trotz der offensichtlich langen Lötdauer nicht die Leiterbahnen
und auch nicht die Litzen richtig benetzt.
Ansonsten entsteht die berüchtigte 'Kalte Lötstelle', die zwar zunächst mechanisch in Ordnung zu sein
scheint, aber mit der Zeit instabil wird. Der Lot-Tropfen (dem man es irgendwie ansieht, daß er seine
Umgebung nicht benetzen konnte / wollte) kann abfallen oder hat zumindest keinen elektrischen Kontakt mehr zu
'seiner' Oberfläche. Im Bild rechts sehen Sie solche Ergebnisse. Das Zinn ist grau, also während des
Lötens schon wieder oxidiert, und hat trotz der offensichtlich langen Lötdauer nicht die Leiterbahnen
und auch nicht die Litzen richtig benetzt.Auch eingelagerte Unreinheiten können zu so einem Fehler führen.
Die Dicke der Lötspitze sollte der Lötstelle angepaßt sein. Eine zu dünne Spitze kann die Lötstelle nicht richtig erwärmen oder benötigt zu viel Zeit dazu. Für Lötungen an NS-Eisenbahnschienen (H0) sollte es schon eine 3-mm-Spitze sein. Besser wäre hier die 5-mm-Spitze. Damit werden die Lötungen schneller und damit sichtbar besser. Merke: Das Löten muß beendet sein, bevor der Schwellen-Kunststoff zu schmelzen beginnt. Das ist tatsächlich möglich!
Spezialisten kommen nun auf die Idee, zu dünne Lötspitzen einfach "heißer" einzustellen. Dies ist mit vielen modernen Apparaturen möglich. Davon können wir nur abraten. U.a. verdampft das Flußmittel schneller, und die zur Verfügung stehende Zeit wird dadurch eingeschränkt; s. das folgende Kapitel.
3. Das Flußmittel (oder zumindest sein Dampf) muß während der gesamten Lötdauer die Lötstelle umhüllen, um sie von der Umgebung abzuschirmen.
Um dieses zu erreichen, darf das Lot nicht mit dem Lötkolben an die Lötstelle transportiert werden; ganz einfach, weil in dieser Zeit das Flußmittel zu verrauchen beginnt und somit diese Zeit an der Lötstelle nicht mehr zur Verfügung steht. Dagegen kann ein etwa verbliebener Überschuß an Flußmittel durchaus auf der Lötstelle verbleiben, da er bei Zimmertemperatur chemisch inaktiv ist. Dies gilt wiederum nicht für aggressive Hilfsmittel wie Säuren (Lötwasser) oder Lötfett, die nach dem Löten peinlich genau entfernt werden müssen!
Falls Sie unbedingt einen Stahldraht anlöten müssen: Wir raten dazu, den zu lötenden Bereich am Stahldraht z.B. unter Zuhilfenahme von Lötfett zu verzinnen und den Draht dann vom restlichen Lötfett zu befreien. Erst danach sollte der so verzinnte Draht an seinem Bestimmungsort normal verlötet werden.
Alternativ könnte man den Stahldraht durch Federbronze ersetzen (die sich wunderbar löten läßt).
4. Reinigung:
 Zur Reinigung der Lötspitze während der Lötarbeiten wird häufig ein Schwamm verwendet. Dieser hat
im Idealfall auf einer Seite eine glatte Oberfläche mit einem großen Loch darin. Diese Seite muß
unbedingt nach oben zeigen. An der scharfen Kante um das Loch herum wird der Schmutz, der sich an der heißen
Lötspitze bildet, rein mechanisch abgestreift. Damit der Schwamm hierbei nicht verkokelt, wird er leicht
angefeuchtet. Bei dieser doch relativ einfachen Anordnung kann viel falsch gemacht werden, was dann die Lebensdauer
der Lötspitze erheblich verringert. Beim Wasser "viel hilft viel" ist grundsätzlich falsch!
Weil: das verdampfende Wasser entzieht der Lötspitze schnell erheblich viel Wäme, so daß sich dort
eine Art Schockzustand einstellt. Die Oberfläche wird schlagartig abgekühlt (also von knapp 400 °C auf
etwa 100 °C), wogegen das Innere weiterhin auf Löttemperatur bleibt. Die Oberfläche versucht sich
wegen der Temperaturverringerung zusammenzuziehen, kann dies aber wegen des noch heißen Innenteils nicht. Es
bilden sich daher Spannungen und auf die Dauer feinste Risse, durch die dann der (böse) Luftsauerstoff
eindringen kann. Der korrodiert dann die Spitze von innen heraus und macht sie somit unbrauchbar. Das Foto zeigt
eine solche Spitze. Sie sehen: die Oberfläche der gesamten Spitze ist "fast wie neu", aber das
Vorderteil ist nicht mehr vorhanden; es ist einfach weg-korrodiert. Rechts daneben eine ähnliche Spitze im
Originalzustand.
Zur Reinigung der Lötspitze während der Lötarbeiten wird häufig ein Schwamm verwendet. Dieser hat
im Idealfall auf einer Seite eine glatte Oberfläche mit einem großen Loch darin. Diese Seite muß
unbedingt nach oben zeigen. An der scharfen Kante um das Loch herum wird der Schmutz, der sich an der heißen
Lötspitze bildet, rein mechanisch abgestreift. Damit der Schwamm hierbei nicht verkokelt, wird er leicht
angefeuchtet. Bei dieser doch relativ einfachen Anordnung kann viel falsch gemacht werden, was dann die Lebensdauer
der Lötspitze erheblich verringert. Beim Wasser "viel hilft viel" ist grundsätzlich falsch!
Weil: das verdampfende Wasser entzieht der Lötspitze schnell erheblich viel Wäme, so daß sich dort
eine Art Schockzustand einstellt. Die Oberfläche wird schlagartig abgekühlt (also von knapp 400 °C auf
etwa 100 °C), wogegen das Innere weiterhin auf Löttemperatur bleibt. Die Oberfläche versucht sich
wegen der Temperaturverringerung zusammenzuziehen, kann dies aber wegen des noch heißen Innenteils nicht. Es
bilden sich daher Spannungen und auf die Dauer feinste Risse, durch die dann der (böse) Luftsauerstoff
eindringen kann. Der korrodiert dann die Spitze von innen heraus und macht sie somit unbrauchbar. Das Foto zeigt
eine solche Spitze. Sie sehen: die Oberfläche der gesamten Spitze ist "fast wie neu", aber das
Vorderteil ist nicht mehr vorhanden; es ist einfach weg-korrodiert. Rechts daneben eine ähnliche Spitze im
Originalzustand.Fazit: den Schwamm so wenig wie möglich anfeuchten und auf keinen Fall die Lötspitze kräftig draufdrücken und damit irgendwelche "Dampf-Orgien" veranstalten! Noch einmal: die Spitze wird durch leichtes Abstreifen an der Kante gesäubert, nicht durch Dampf. Sie dankt dies mit einem jahrelangen Leben.
Fazit:
Eine gute Lötung sollte nach einer halben, allerhöchstens nach 3 Sekunden abgeschlossen sein. Das ist die Zeit vom Beginn des Schmelzens des Lötzinns bis zum Wegnehmen des Lötkolbens. Falls man länger braucht, ist irgendeine der hier besprochenen Voraussetzungen nicht erfüllt, und die Qualität der Lötstelle ist schlechter als sie sein könnte.
Oder: wenn das Flußmittel verraucht ist, muß die Lötung abgeschlossen sein; am besten schon vorher.
Der Lötkolben soll die Lötstelle erhitzen und diese den Lötdraht zum Schmelzen bringen. Das ist der Idealfall, der nicht immer gelingt, aber doch angestrebt werden sollte.
Die Kontrolle:
 Bei einer guten Lötung kann man beobachten, wie das Lot seitlich wegkriecht und die Lötstelle
benetzen will. Dies geschieht so weit, wie der Untergrund die Löttemperatur hat. Nach dem
Erkalten ist die Oberfläche des Lotes glatt und blank und konkav (das bedeutet: nicht kugelförmig, sondern
eher 'hohl'); sie schmiegt sich der Form des Untergrundes an. Risse, Zacken und Spritzer oder ein kugeliger
Löttropfen lassen eine schlechte Lötstelle vermuten, an der wahrscheinlich zu kalt oder ohne
Flußmittel 'herumgemurkst' wurde.
Bei einer guten Lötung kann man beobachten, wie das Lot seitlich wegkriecht und die Lötstelle
benetzen will. Dies geschieht so weit, wie der Untergrund die Löttemperatur hat. Nach dem
Erkalten ist die Oberfläche des Lotes glatt und blank und konkav (das bedeutet: nicht kugelförmig, sondern
eher 'hohl'); sie schmiegt sich der Form des Untergrundes an. Risse, Zacken und Spritzer oder ein kugeliger
Löttropfen lassen eine schlechte Lötstelle vermuten, an der wahrscheinlich zu kalt oder ohne
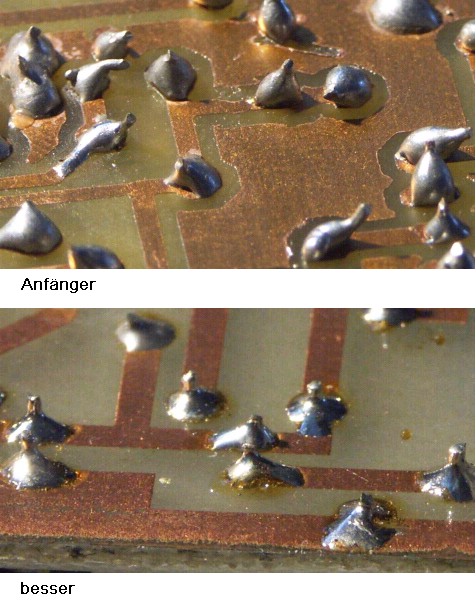
Flußmittel 'herumgemurkst' wurde.Im Bild "Anfänger" kann man gut sehen, daß das Lötzinn wie ein Tropfen oben auf der Leiterbahn liegt und keine richtige Verbindung eingehen wollte. Die Ränder des Tropfens stehen etwa senkrecht. Da war nichts mit "Kriechen", wie wir es eben beschrieben hatten.
Das Bild "besser" zeigt dagegen flaches Auslaufen des Zinns auf der Leiterbahn.
'Besser' ist aber noch nicht 'gut'. Gut wäre eine Lötstelle, wenn dieses Auslaufen auch am Bauteile-Draht feststellbar wäre. Da hapert's hier noch etwas ...
Ganz gruselig ist das Bild ganz oben. Wir geben es zu: es entstand bei uns im Verein. Aber: es dient als schlechtes Beispiel, ist also doch zu etwas gut ...
Für weitere Fragen stehen gern zur Verfügung:
- der MEC; Besichtigung und Fachsimpelei z.B. an unseren "Club-Abenden"
- der Autor: Hans Peter Kastner